欢迎光临~hth官网app
语言选择:
 ∷
∷

∷
 ∷
∷
时间: 2024-01-07 21:43:55 | 作者: 行业新闻
一套成功的压铸模具开发是集材料、热处理、模具设计、压铸工艺、加工、装配工艺、生产管理、品质控制等多项技术系统整合及运用,是一个庞大的系统工程。其中,压铸工艺方案设计是很重要的一环,工艺的合理性直接影响铸件的质量和后续生产加工环节。汽车电驱动壳体结构较为复杂,内部质量发展要求高。例:螺纹加工不允许有烂牙,气孔率要求≤5%。对此类复杂型压铸件,良好的压铸工艺设计方案对
本文研究的压铸件为国内某新能源汽车电驱动壳体。通过对前期产品的结构分析,模具设计,铸造工艺设计;使用模流仿真分析软件对此产品的浇注和排溢系统来进行充填、粒子、气压、凝固等过程进行数值模拟分析,一直在优化设计;产品 PPAP 阶段合格率达到98%,验证了压铸工艺设计的合理性。
该电驱动壳体材料为AlSi10Mg(Fe)_ EN1706(Cu≤0.3%)--(欧标)。相比对于常规汽车产品ADC12,材料流动性有一定差别,比如:Cu含量较低,导电性能较低,适用于新电驱动壳体产品;Fe含量低,合金高温填充过程中粘附性能增加,易造成产品粘模等。总体铸造性能适用于电驱动壳体类零件的铸造生产,其化学成分与机械性能分析如表 1 所示。

该电驱动壳体的外观尺寸:393mm×123mm×312mm,质量约为5.98Kg,其结构特点为:主体平均壁厚为4mm,局部位置厚大,特别是悬挂位置。该铸件有多出深腔,多凸台,同时分布大量的加强筋、螺栓孔,几何形状复杂,易引起金属液流动性阻碍,不易于充型。
电驱动壳体类压铸模具在高温,高压下的环境工作,对模具材料和抗热疲劳性能要求高,而且结构较为复杂、壁厚相差大,并要求通过高压下的渗漏试验,因此铸造中产生的能够导致泄漏的气缩孔、粘模等缺陷是第一步是要规避的。选择符合压铸工艺技术要求浇排系统,特别是内浇口位置和导向,应使金属液流动平稳、顺畅,并有序的排除型腔内的气体,以达到良好的填充效果和避免压铸缺陷的产生的目的。
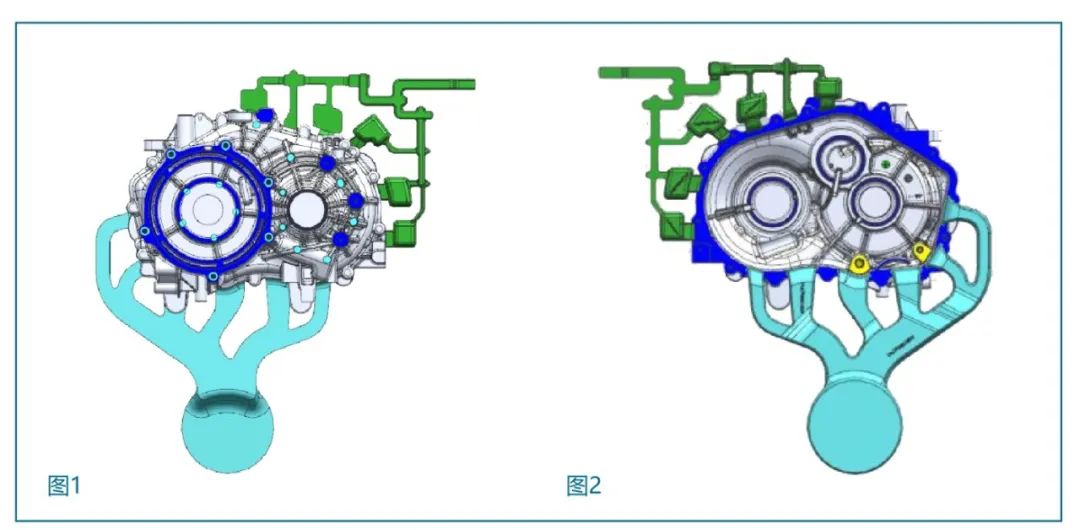
通过对产品的结构及性能要求分析,进行浇排设计(如图1,2)。首先采用铸造仿真软件对产品的浇注和排溢系统来进行充填、粒子追踪、气压、温度、凝固等过程的数值模拟分析,其次根据分析结果来确认方案设计的合理性,最终通过生产试验进行工艺设计的具体方案的合理性验证。
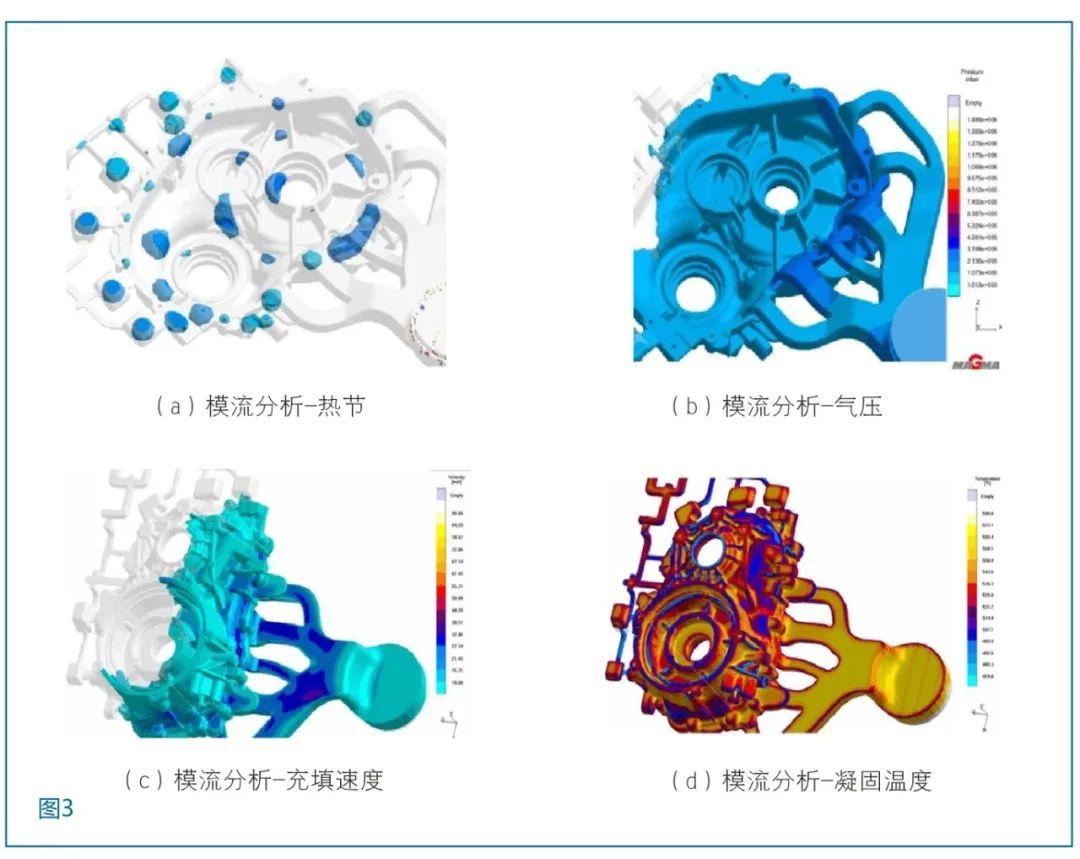
通过铸造仿真软件对设计工艺参数进行模拟分析(图3),浇道设计合理,各个浇道实现了分区域填充,凝固过程中最后凝固的区域与热节出现位置相吻合,且热节较大区域出现了缩孔,但其缩孔体积较小,处于可控范围。针对热节位置缩孔采用常规局部点冷解决,螺纹悬挂位置增加高压点冷,确保模具工作时候的温度平衡。
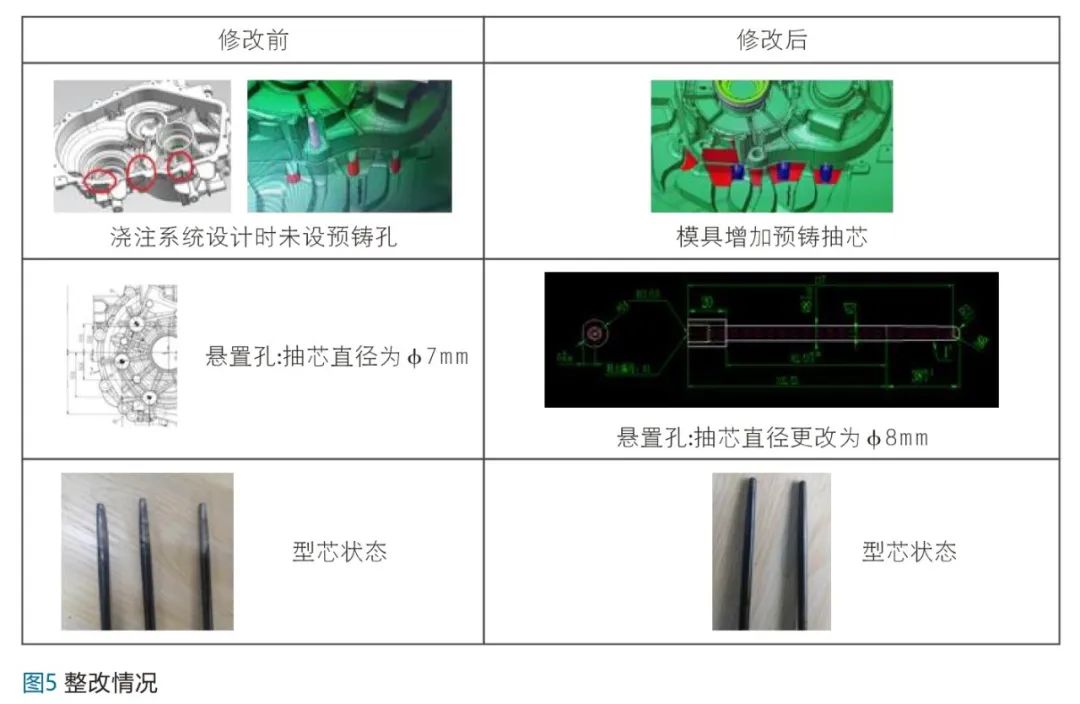
根据压铸工艺设计的具体方案及工艺参数进行试生产,对该铸件进行解剖、机加验证,发现悬置及安装螺纹孔出现不同程度烂牙现象。(如图示4)。
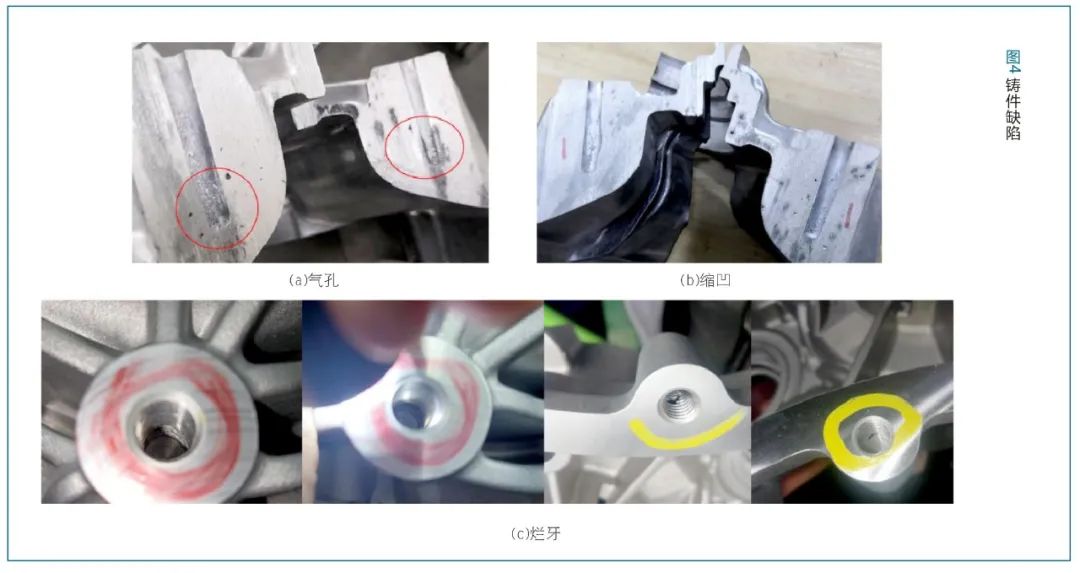
针对螺纹烂牙位置的型芯表面,冷却状态进行全方位检查确认;发现其悬置位置型芯表面有粘铝现象,安装面螺纹位置由于处于进浇位置,前期设计时未设计抽芯状态。悬置型芯受溶液高温、高速、高压冲刷下循环工作后,部分熔融金属附着在型芯表面及温度不平衡导致收缩。重新增大悬置冷却水管道及修改型芯尺寸,减小壁厚收缩不均问题;同时螺纹加工方式选用挤压丝锥方式,从新做验证。(见图5)
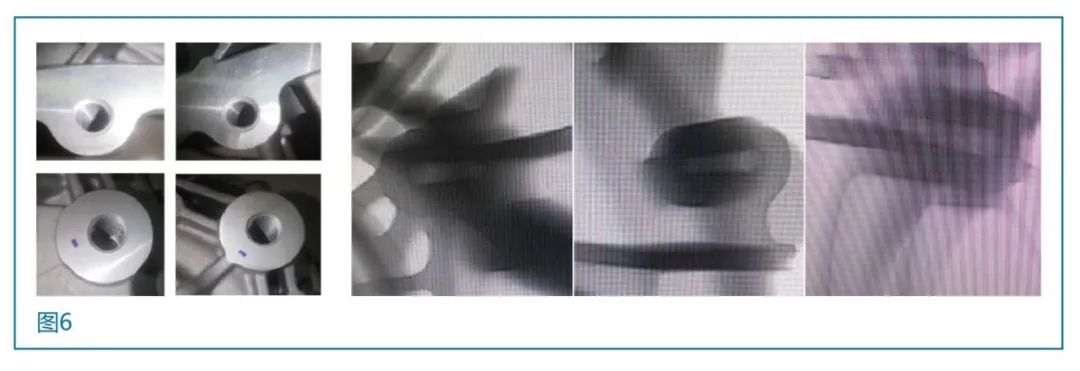
通过同样压铸工艺参数进行试生产,对该铸件进行探伤、机加验证,发现悬置及安装螺纹孔未出现烂牙现象。(如图示6)
针对新能源汽车电驱动壳体类结构较为复杂、螺纹加工后状态无烂牙、气孔率等要求比较高产品,可通过铸造仿真软件进行模拟分析,采用高压点冷、真空等工艺设计来满足产品要求;为同类型产品压铸工艺设计的具体方案提供了参考。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。举报投诉

行驶过程中,将电池包的电能转化成电机转动的动能。能量在转化过程中,损失的能量以热能的形式表现出来。
元器件。逆变器用于将电力转换,将存储电池中的直流电能转换为交流电能,从而
”系统的测试对于车企和用户就至关重要。 本期为大家展示一下纳米软件开发的ATECLOUD智能云测试平台针对
器的常规性能测试、可靠性试验,以及客户开发研究性试验(如:电机的开发、测试、对比试验)以满足其电动车项目的开发需求。
件密封不到位的话,在使用的过程中会出现漏气与漏水等泄漏问题。生产厂商为达到
的精确度,我们通过一系列高精密设备,如2.5次元,三次元,膜厚仪等专业检验测试工具做精密度测试
系统的主要研究方向,也是我国政府和公司进行政策制定和未来发展规划的重点对象。
生产要素有机组合和运用的过程。压祷时,影响金属液充填成型的因素很多,其中主要有压射力、压射速度。充填时间和
